उत्पाद विवरण:
भुगतान & नौवहन नियमों:
|
| वेल्डिंग समय: | 1-99.9s | वेल्डिंग दबाव त्रुटि: | ± 1N |
|---|---|---|---|
| वेल्डिंग हेड साइज (एम मेटल): | मैक्स 50 * 3 मिमी | वेल्डिंग हेड साइज (टी मेटल): | मैक्स 100 * 3 मिमी |
| वेल्डिंग हेड फ्लेटानेस: | ± 0.02 मिमी | छुट्टी का रास्ता: | कृत्रिम उठाओ और जगह |
| कार्य के आकार: | Max150x150mm | बिजली की आपूर्ति: | AC220V ± 10% 50HZ.2000W |
| तापन दर: | 250 ℃ / s | पिन दूरी रेंज: | > 0.2 मिमी |
| प्रमुखता देना: | पीसीबी वेल्डिंग मशीन,संबंध मशीन |
||
सीडब्ल्यू -2 ए 2 पी, एफएफसी एफपीसी पीसीबी के लिए चीन हॉट पल्स पल्स हीट टांका लगाने की मशीन का नमूना


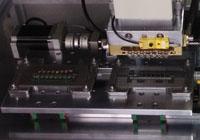
दो सर्किट बोर्डों के साथ मिलकर सोल्डरिंग के लिए हॉट बार सॉल्डिंग विधि परिचय:
यह डिवाइस डबल वेल्डिंग सिर के डबल-डेक कार्य मोड के लिए डिज़ाइन किया गया है। उपकरण उच्च घनत्व धातु सामग्री को गोद लेता है, इसलिए उठाने का तापमान तेज है और सेवा जीवन विशेष है। उपकरण ऑपरेशन समझना आसान है। वेल्डिंग कनेक्टर और तार में एकल पक्ष और डबल पक्ष के साथ विशेष है।
व्यावसायिक हॉट बार बॉन्डिंग मशीन Soldering FFC एचएससी-लचीला सर्किट बोर्ड टांका लगाने का कारख़ाना विनिर्देश:
1. कनेक्टर पर आधारित अनुकूलित 2. डबल जिग वेल्डिंग 3. डबल-डेस्क कार्य मोड 4. अल्ट्रा-ठीक पिच वेल्डिंग को प्राप्त कर सकते हैं 5. केबल और संचार मशीन के कनेक्शन वेल्डिंग के लिए लागू | नहीं। | विषय | पैरामीटर |
| 1 | मशीन आकार | L850 × W650 × H1320mm | |
| 2 | कार्य आकार | Max150x150mm | |
| 3 | वजन | लगभग 98 किग्रा | |
| 4 | कार्य वायु दबाव | 0.5 ~ 0.80 एमपीए | |
| 5 | बिजली की आपूर्ति | AC220V ± 10% 50HZ.2000W | |
| 6 | भारोत्तोलन तापमान सेटिंग | पांच खंड | |
| 7 | काम का महौल | 10 ~ 60 ℃, 40% ~ 95% | |
 | 8 | वेल्डिंग दबाव | 4 ~ 50N |
| 9 | वेल्डिंग दबाव त्रुटि | ± 1N | |
| 10 | तापमान सेटिंग | RT∽500 ℃, ± 2 ℃ | |
| 1 1 | तापन दर | 250 ℃ / s | |
| 12 | वेल्डिंग टाइम | 1-99.9S | |
| 13 | वेल्डिंग प्रेसिजन | 0.2 एमबी पिच | |
| 14 | वेल्डिंग हेड साइज (एम मेटल) | मैक्स 50 * 3 मिमी | |
| 15 | वेल्डिंग हेड साइज (टी मेटल) | मैक्स 100 * 3 मिमी | |
| 16 | वेल्डिंग हेड फ्लेटानेस | ± 0.02 मिमी | |
| 17 | पिन दूरी रेंज | > 0.2 मिमी | |
| 18 | संरेखण मोड | कृत्रिम संरेखण | |
| 19 | स्थिति निर्धारण स्थिरता | 2 | |
| 20 | छुट्टी का रास्ता | कृत्रिम उठाओ और जगह | |
| 21 | प्रारंभ मोड | हाथों से दबाया | |
| 22 | हीटिंग विधि | पल्स हीटिंग, वृद्धि का समय 1 ~ 2 एस है | |
| 23 | कार्य स्टेज | वाम और सही स्वत: पुश और पुल | |
| 24 | प्लेटफार्म नियंत्रण | सटीक मोटर नियंत्रण, त्रुटि <0.02 मिमी |
एफपीसी सोल्डरिंग सिस्टम के लिए हीट बॉन्डिंग, एफपीसी मिलाप समारोह मॉड्यूल के साथ एफएफसी हीट वेल्डिंग :
【डबल वेल्डिंग सिर डिजाइन】 दो तरफा वेल्डिंग उत्पादों के लिए लागू 【वाम और सही मंच डिजाइन】 उत्पादन में, बाएं और दायां चक्र के साथ वेल्ड, समय की बचत और दक्षता में सुधार 【ऊपरी और निचले वेल्डिंग सिर मोटर द्वारा संचालित होते हैं】 ऊपर और नीचे स्थिति सटीक है, वही सटीकता जब यह दोहराता है 【बाएं और दाएँ प्लेटफार्म मोटर द्वारा संचालित होता है वाम और सही स्थिति सटीक है, वही सटीकता जब यह दोहराता है 【टच स्क्रीन प्रोग्रामिंग】 समझने और कार्यक्रम के लिए आसान, हम सीधे डेटा स्थान दर्ज कर सकते हैं |
|
| |
| |
|
सीई के साथ एफएफसी एफपीसी पीसीबी के लिए चीन हॉट पल्स पल्स हीट टांका लगाने की मशीन

व्यक्ति से संपर्क करें: Mr. Alan
दूरभाष: 86-13922521978
फैक्स: 86-769-82784046